It is time to tackle another project, more complex than the recent projects: Ferguson's Orrery. This project has been in my sights for years, but put off as the previous orrery has still not been completed. The project entails some gearing challenges, that I hope to overcome, by slightly modifying a later model of the orrery. Most of the insights for this project come from Ian Coote's excellent discussion. I doubt I can capture his incredible reproduction, but hope to come close.
The gearing challenge presented by the first iteration of Ferguson's orrery is that three gears with slightly different numbers of teeth are all driven by one thick gear having the same number of teeth. This demands that the three free gears don't mesh well or that the teeth are specially cut by hand. A later model of the orrery by Ferguson used a thick wheel that had slightly different sizes, top, middle, and bottom, essentially three gears in one. My plan is to just make three gears and lock them together with a pin as was done on my previous orrery.
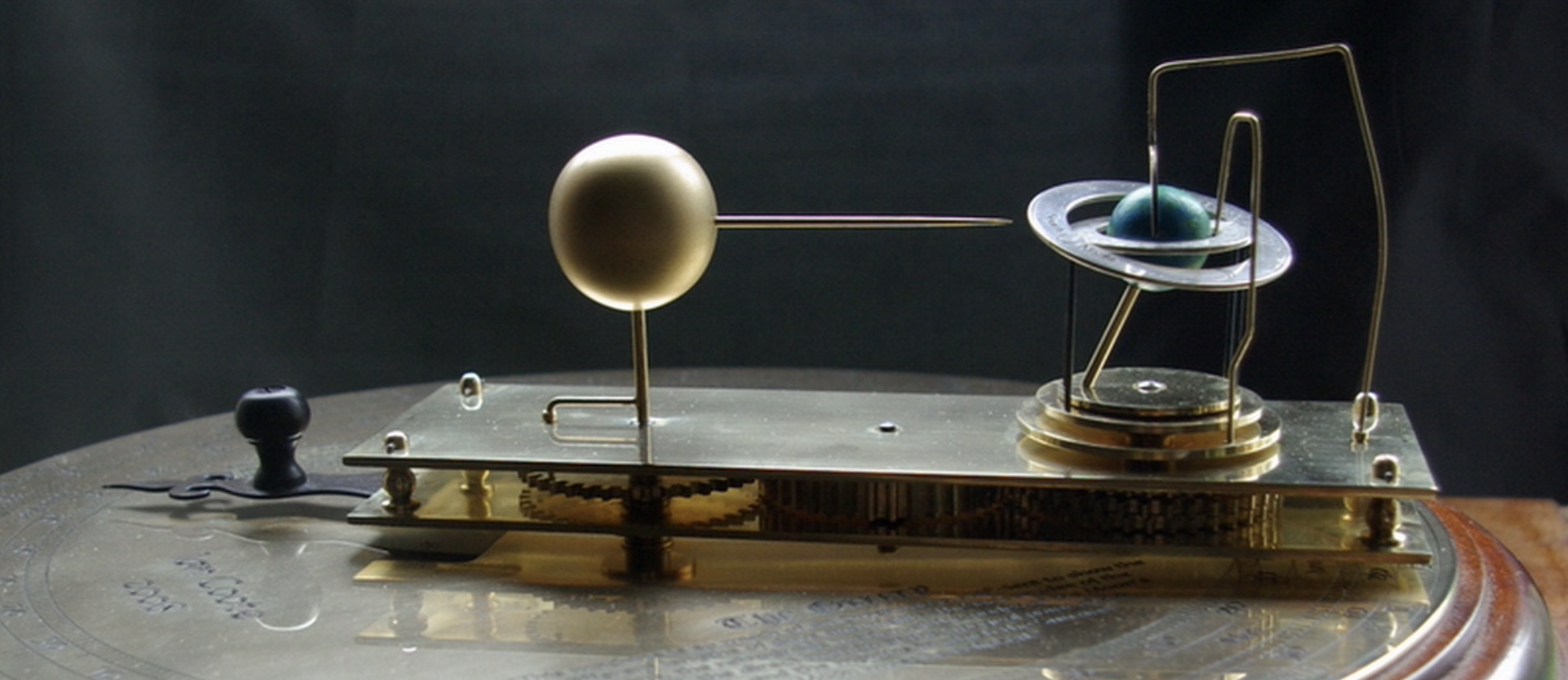
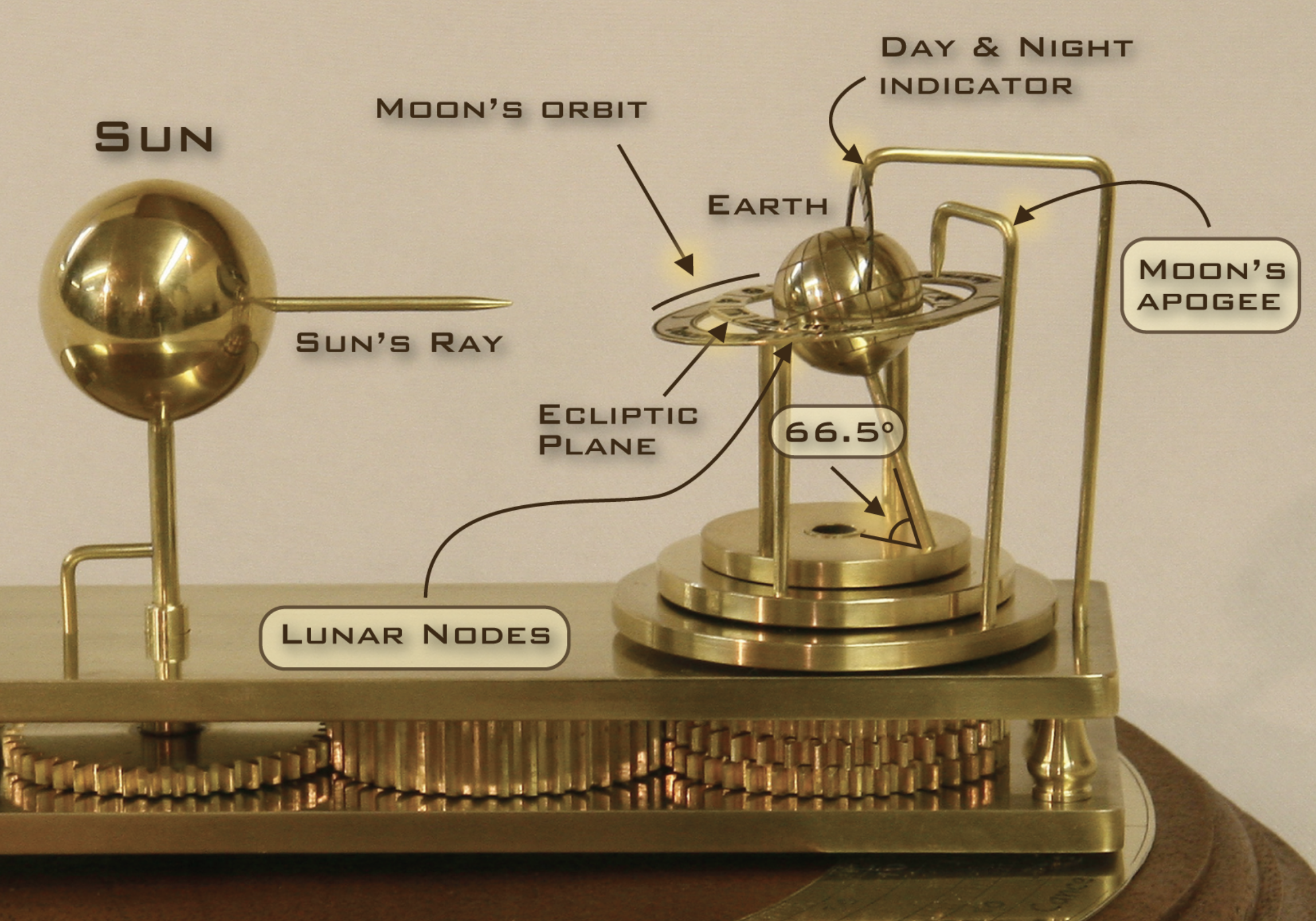
A brief digression is in order to discuss the purpose of this orrery as I interpret it. Ferguson's orrery demonstrates the movement of the nodes and apogee of the moon's orbit relative to the constellations in the night sky. The moon's orbit is tilted relative to the plane of the ecliptic, or the plane of the earth's orbit around the sun and the constellations residing in the ecliptic plane, the familiar sign's of the zodiac. This tilted plane rotates around the earth, but always crosses the ecliptic plane in two places, called nodes. The apogee is the position of the moon in its orbit when it is farthest from the earth. The apogee circles the earth due to precession in the moon's orbit and takes nine years, 8.85, to make a full loop. The nodes precess around the earth with a period of eighteen and one half years, 18.61. When one of these nodes aligns with a line from the sun to the earth, and the moon resides at the aligned node, an eclipse is possible. Another pic from Coote's page shows these features of the orrery.
The number of gear teeth are the same as used by Ferguson in his model as these do a great job of accurately demonstrating the nodes of the moon's orbit and the moon's apogee circling the earth. The table below outlines the parameters of these gears. The top gear refers to the gear driving the moon's apogee indicator (bottom disk), the middle gear refers to the gear driving the moon's orbit (middle disk), and the bottom gear drives the ecliptic constellations ring (top disk). Of course the gears are connected to their respective disks by concentric tubes.
| Gear | Teeth | Pitch Diam | Total Diam | Whole Depth | Circ. Pitch |
|---|---|---|---|---|---|
| Bottom Driven | 39 | 1.300 | 1.367 | 0.072 | 0.105 |
| Bottom Driver | 39 | 1.300 | 1.367 | 0.072 | 0.105 |
| Middle Driven | 37 | 1.233 | 1.300 | 0.072 | 0.105 |
| Middle Driver | 39 | 1.300 | 1.367 | 0.072 | 0.105 |
| Top Driven | 44 | 1.467 | 1.533 | 0.072 | 0.105 |
| Top Driver | 39 | 1.300 | 1.367 | 0.072 | 0.105 |
| Sun Gear | 39 | 1.300 | 1.367 | 0.072 | 0.105 |
Now for the challenge! The three driven gears and the their drivers all need to share the same distance between centers, but their diameters vary. The theoretical center to center distance of the bottom driven and driver gears, both 39 teeth, (the sum of their pitch radii) is the same as their pitch diameters, 1.300". For the middle gears this is 1.267" and for the top gears, 1.383", differences of 1/32" and 5/64" respectively. In order to accomodate the larger center distance the smaller might not even mesh.
All of the numbers in the table came from the "Spur Gear" calculator, while the numbers below came from the "Gears" calculator, both accessible from the sidebar.
To "fix" these differences the driver gears need to start with slightly different pitch diameters resulting in a diametral pitch different from the standard 30 used above. For instance a diametral pitch for the middle gears of 29 gives a center to center distance of 1.310", close enough. Similarly, a diametral pitch of 31.5 for the top gears gives a center to center distance of 1.317". These changes will require hand adjusting the tooth sizes of the 39/44 and 39/37 gears or making my own gear cutters.
This raises an interesting question. If more teeth are put on the wheel, than the calculations predict by altering the angle between the teeth, can the teeth just be made skinnier by cutting a fraction deeper? Similarly, could fewer teeth be put on a wheel, but cutting not so deeply? The former is less of a problem as the smaller teeth will be loose, but not bind. The latter may lead to binding.
I am having second thoughts about making this orrery. The most interesting aspect of this particular orrery was Ferguson's paradox, which I have not discussed. I am not that interested in his paradox, but in demonstrating the moon, its orbit, and potential eclipses. I would like this orrery to also show the moon's location as it revolves around the earth. Consequently, the gear train is being reconsidered. The entire gear discussion above is probably wrong. The sun gear is driving the next two gears, the middle gear is then an idler gear and the number of its teeth is irrelevant to the resulting gear ratio. The above discussion only makes sense if the sun gear tooth number is modified. The idler gears can be any number of teeth and consequently any size necessary.
Of more interest to me is the following table of things to track with this orrery as well as various parameters that need to be emulated. One further complication of this orrery as currently arranged is that it depicts a sidereal year, the year as seen from the stars. The moon makes 13.368 orbits in a sidereal year as it has also made one loop around the sun. Similarly, Ferguson's orrery and its gear train shows the sidereal orbits of the nodes and apogee, 1.054 and 1.113.
| Orbital Period (yrs) | Revolutions/Year | |
|---|---|---|
| Earth | 1 | 1 |
| Lunar Nodes | 18.610 | 0.054 |
| Lunar Apogee | 8.885 | 0.113 |
| Moon | 0.081 | 12.368 |
A spreadsheet was constructed to determine the gear ratios needed for the moon's orbit around the earth and its results are shown below.
| Gear 1 | Gear 2 | Gear 3 | Gear 4 | Revs/Yr | Error | |
|---|---|---|---|---|---|---|
| Earth | 39 | 39 | 1 | |||
| Lunar Nodes | 37 | 39 | 0.054 | 0.59% | ||
| Lunar Apogee | 47 | 49 | 0.114 | 0.97% | ||
| Moon | 99 | 8 | 12.375 | 0.0005% | ||
| Moon | 55 | 10 | 18 | 8 | 12.375 | 0.0005% |
| Moon (S) | 107 | 8 | 13.375 | 0.0005% | ||
| Moon (S) | 63 | 11 | 21 | 9 | 13.364 | 0.0004% |
To further the design of this lunar orrery, distances between gear's centers need to be determined. The gear pairs for the Earth, nodes, and apogee will be separated by an idler gear, so their distances are flexible. Ferguson's design had them separated by approximately two diameters of a 39-tooth wheel or about 3" with my gear cutters. The maximum size of the four gear train is the sum of the radii of the four gears. This can be reduced to some extent by offsetting the central gear pair from the line between the driver and the driven gear. In other words there is a lot of flexibility to establishing the distance between the sun and the earth.
After numerous computations with "Spur Gear" utility listed in the left sidebar, an appropriate set of gears has been identified. The following table outlines the results. The initial set of four gears for the moon's orbit produced too small of a separation between centers to be useful for the other gear sets. Doubling the last two gears gave an uncannily perfect fit as seen in the table below.
| Astro. Entity | Gear Set | Pitch Diameters | C to C Distance | Idler PD | Idler Teeth |
|---|---|---|---|---|---|
| Earth | 39, 39 | 1.3, 1.3 | 1.3 + Idler | 0.9335 | 28 |
| Nodes | 39, 37 | 1.3, 1.233 | 1.2665 + Idler | 0.967 | 29.01 |
| Apogee | 47, 49 | 1.567, 1.633 | 1.6 + Idler | 0.6335 | 19.005 |
| Moon | 63, 11, 21, 9 | 2.1, 0.367, 0.7, 0.3 | 1.735 | ||
| Moon | 63, 11, 42, 18 | 2.1, 0.367, 1.4, 0.6 | 2.2335 |
Well so much for that idea! A sketch quickly revealed the problem, the centers of the idler gears and the center of the four gear train are not aligned. Even the centers of the idlers are not aligned. Orrery design is tough!

There is a path forward with the above design. The gears need to be sufficiently separated to allow passage of supports between them, almost a ladder of supports in this case can be used to support the shafts of the central gears. Below is a better sketch of the proposed gearing setup showing the shelves below the three idler gears.
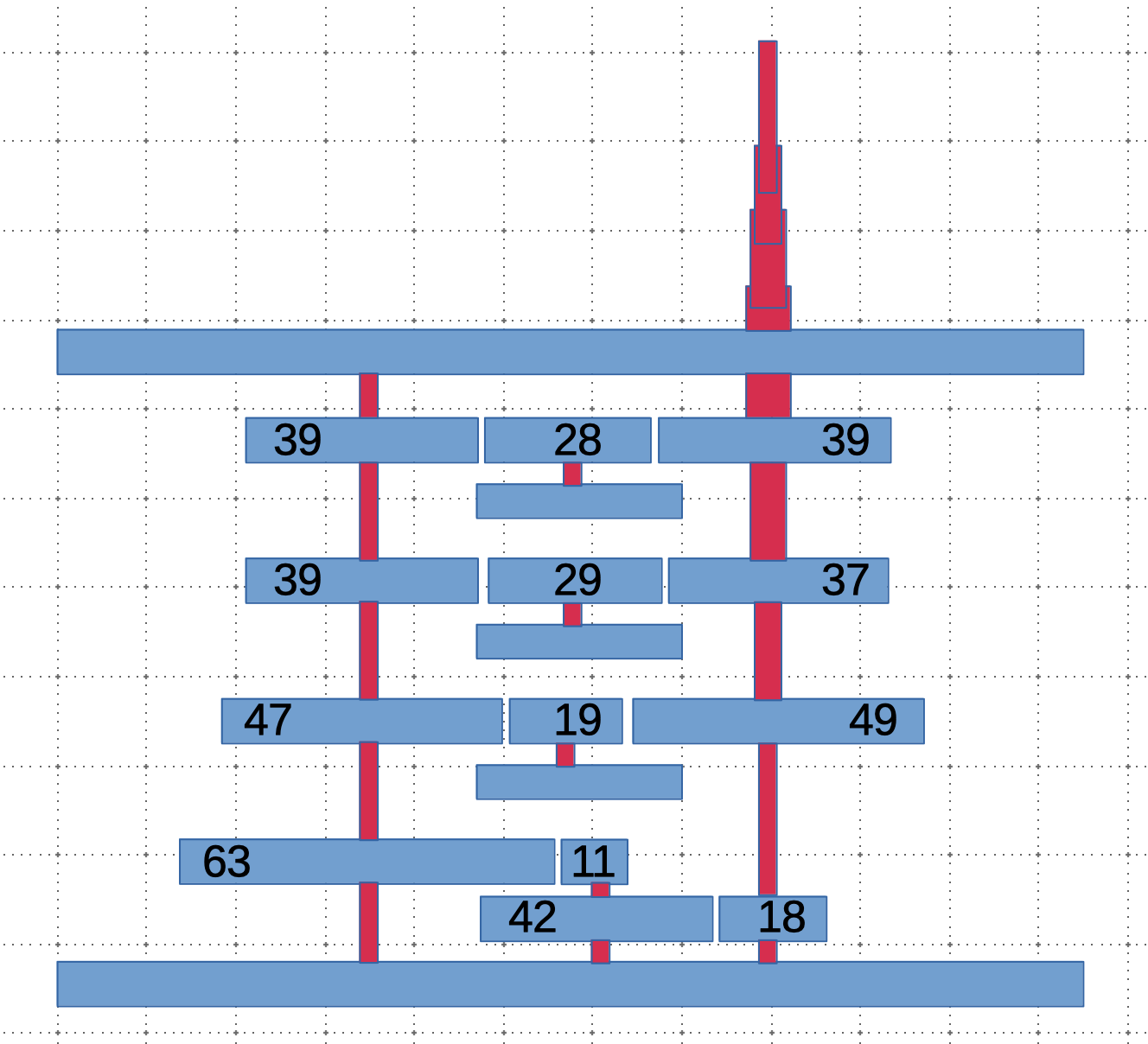
The above sketch implies the idler gears are all on a line between the centers of the two stacks. This will work, of course, but also leaves one very little flexibility when depthing the gears, they all have to fit precisely. If the central gears are set off of this line, the gear stack centers are brought closer together. If they are a little too close for a central gear it can be moved further out. Alternatively, if they are a little too far apart the center gear can be moved closer to the line. This flexibility is important and needs to be baked into the plan. Spacers will also be required between gears in the two gear stacks.
The next design challenge is the configuration of the shelf supports for the center gears, idlers. Two things need to be considered with this part of the design. First, the means of attachment to vertical supports on one or both sides as these shelves should be reasonably thin. Second, is that the supports need to be added with the two gear stacks in place, so the depthing tool can set the correct location for the idler gear's axle. From an esthetic perspective the vertical supports should not be a solid rectangle of brass, but something decorative.
It is time to purchase brass for this orrery. With the current gear plan, 13 gears, and the four rotating bases a lot of brass is needed. These parts can be made from round bar stock or from flat stock. Six parts can be made from 1.5" stock, three from 2" stock, two from 2.5" stock, five from 1" stock and one from 1/2" stock. In addition the top and bottom bars spanning the gear stacks require 2" X 12" bar stock. The side rails will need about 5" of 1" stock. All of the above can be either 3/16" or 1/4" thick. The support shelves will need 1/8" X 1" X 6". The base is approximately a 7" circle. Tubing required is 5/16", 1/4", & 3/16". All of the axles will use 1/8" round bar stock (on second thought the axle for the driver gear stack maybe should be 1/4"). Assorted screws and spacers complete the parts list.
With 1/4" thick gears and spacers the total height of the the gears between the top and bottom bars is 2". Switching to 3/16" thickness material for the gears and spacers drops this to 1.5", which sounds like a better match for this small orrery.
| Parts | Number | Dimensions | Inventory |
|---|---|---|---|
| Med Gears | 6 | 3/16" X 1.5" X 9" | 6" Ordered |
| Lg Gears | 3 | 3/16" X 2" X 6" | Ordered |
| Ex Lg Gears | 2 | 3/16" X 2.5" X 5" | Ordered |
| Sm Gears | 5 | 3/16" X 1" X 5" | 1" Rnd" |
| Tiny Gear | 1 | 3/16" X 1/2" X 1" | 1/2" Rnd |
| Top & Bottom | 2 | 1/4" X 2" X 12" | Ordered |
| Shelf Supports | 2 | 3/16" X 1" X 5" | Ordered |
| Shelves | 3 | 1/8" X 1" X 6" | 1/8" X 2.5" X 12" |
| Base | 1 | 1/16" X 7" Rnd | 1/16" X 12" X 12" |
| Tubing | 3 | 5/16", 1/4", 3/16" | 5/16", 1/4", 3/16", (1/8" Rod) |
After a few weeks to recover from the starvation brought on by taking Rybelsus, it is time to return to this orrery. The first item on the agenda is a detailed set of drawings to keep me on the straight and narrow. I plan to utilize FreeCAD, since the Fusion 360 used in the past is no longer supported on my eight year old MacBook Pro. FreeCAD still supports Macs with Intel silicon.
After spending time with FreeCAD I am not convinced that the time invested will return the investment for this project. The only important variable is the location of the centers of the idler wheels. A simpler spreadsheet can probably provide this information. Alternatively a quick program in JavaScript could provide a list of possible locations.
Some careful work in JohnDraw indicates that a 2" separation between the the two gear stacks allows room to locate the idlers and the reduction gear pair. The photo below shows the sketch leading to this conclusion. The drawing also provides the stack height, 2 3/4" using 1/4" thick gears, 3/16" gears reduces the dimension shown in the drawing by 5/16" to 2 7/16".

The reduction gears need a better way to determine location. The sketch above was trial and error. Graphically, if the center of the 63 tooth gear is at (0,0) and the center of the 18 tooth gear is at (2,0), then the center of the reduction gear stack is at (1.125,0.5). This is the intersection of two circles: the first centered at (0,0) with radius (2.1 + 0.367)/2 and the second centered at (2,0) with radius (1.4 + 0.6)/2. A calculation tool of some sort is in order and, of course, one is available on the web. This calculator gives the coordinates as (1.131,0.494). Who needs a calculator!!!
With the brass in hand it is time to get started on the thirteen gears. My plan is to use a common holding system to cut the outer diameter on the lathe and the teeth on the mill. This means that all gears will need the same size central hole, 1/4". The gears attached to smaller tubes will be fitted with a bushing after cutting their teeth.
The pitch diameters were used for the above calculations, but the outer diameters are needed for making the gears. The table below lists the outer diameters for the thirteen gears. (30 diametral pitch gear cutters)
| Gear Teeth | Number | Outer Diameter | Whole Depth |
|---|---|---|---|
| 39 | 3 | 1.367 | 0.072 |
| 37 | 1 | 1.300 | 0.072 |
| 47 | 1 | 1.633 | 0.072 |
| 49 | 1 | 1.700 | 0.072 |
| 63 | 1 | 2.167 | 0.072 |
| 42 | 1 | 1.467 | 0.072 |
| 18 | 1 | 0.667 | 0.072 |
| 11 | 1 | 0.433 | 0.072 |
| 28 | 1 | 1.000 | 0.072 |
| 29 | 1 | 1.033 | 0.072 |
| 19 | 1 | 0.700 | 0.072 |
It is Pearl Harbor Day, which happened about fifteen years before my birth. So long ago that we have forgotten the lessons learned from countries with populist leaders. Five 1 1/2" long gear blanks were cut from the 1 1/2" flat brass stock with a hack saw. Each square was marked with diagonals and drilled and reamed 1/4" on center. The blanks were mounted on a mandrel and turned to 1.367". The chuck holding the mandrel was moved to the Sherline gear cutting attachment mounted on the mill.
Of course a problem was discovered, luckily before cutting teeth, the gear cutter mandrel needed major repairs as the gear cutter did not run true. This mandrel was moved to the lathe held in the milling collet. It was faced cleaning up the two surfaces holding the cutter. The biggest issue was the 1/4" square steel key. It was not on center! A new key slot was milled 0.28" deep on center. The new mandrel with gear cutter inserted runs reasonably true now and is ready to cut the 460 teeth for this project. The mandrel with the three gear blanks was returned to the Sherline gear cutting attachment. Teeth (or gaps) were cut to depth in six passes. The two photos below show the reduction of squares to circles and cutting the gears. Burrs were removed in the lathe with a file, producing the three 39 tooth gears seen in the fourth photo.




The 37 tooth gear was next on the agenda. It was cut from a 3/16" thick bar 1 1/2" wide. The corners were removed before turning with the collet in the lathe to 1.300" diameter. The teeth were cut in two tranches as it is a little mind numbing. The gear was deburred with a file and is shown below. The perfect mesh with a 39 tooth gear in the depthing tool is also seen below.


The 42 tooth gear was then cut. Its manufacture was straightforward, if tedious. The blanks were hacksawed from stock for the remaining eight gears as seen in the photo below. As shown the centers were marked, then punched and all drilled and reamed to 1/4".

The eighteen tooth gear blank was reduced to 0.667" diameter. At this point it was realized that the 1/4" washers used for spacing from the nut were almost at the same diameter, so these were reduced to 0.144" less diameter than the blank. The part was transfered to the mill for cutting the teeth. The second limitation of this setup with this blank was revealed. The gear is too close to the steel backing of the mandrel. The mandrel was cut into slightly to insure the teeth were cut all the way through. The final cut revealed the third problem the first tooth was cut too thin resulting in the last tooth being cut too thick! This is seen below along with the cuts into the mandrel. Arrgh! At least it was a quick gear to cut! The process was repeated for this gear after cutting a 0.75" square of 3/16" brass. The second photo below shows the completed 18 tooth gear.


The nineteen tooth gear was completed this morning. One tooth was a little fat but was indistinguishable from the rest after a bit of filing. Maybe that was due to the Friday the 13th gremlin. The forty-seven tooth gear was prepped next. Since the center hole was already cut the approximate radius was marked in the corners so they could be removed before cutting the blank to 1.633" diameter. The first dozen teeth were cut before stopping for lunch and to let the back and shoulders relax. The forty-seven teeth were finished the following morning. It and the nineteen tooth gear are seen below.

Swapping time with the Dovetail Puzzle Boxes and found some time for another gear, the 63 tooth gear, figuring I might as well get the most difficult out of the way. (Difficult only in so far as managing the tedium of cutting that many teeth.) The corners were removed from the square blank and the octagon was turned to a circle of 2.167" diameter. About one third of the teeth were cut when I noticed a problem. The gear cutting blade was not on center!! I had entered a wrong number in the calculator. The resulting teeth are not pointing directly out from center but are all canted as seen in the photo below. These teeth demand the services of a qualified orthodontist.

The forty-nine tooth blank was available, so it was cut into an octagon and reduced to a circle with a diameter of 1.700". This was set up in the gear cutting accessory on the milling table with the gear cutting blade on center. All teeth were cut in one sitting, quite the arbeit. The photo below shows the forty-nine well-formed teeth.

The blank for the 63 tooth gear was remade and reduced in diameter to 2.167" as before. The teeth were cut over the course of a day as I can only cut many teeth when the wife is out of the house as the intermittent cutting makes a lot of noise. Two hours of cutting and the gear is complete as seen below. This leaves the 11, 28, and 29 tooth gears.

The blank for the 29 tooth gear was reduced to 1.033" and the teeth were cut. The same for the 28 tooth gear after reducing to 1.000".


The final 11 tooth gear was made from a 1/2" brass round bar. A piece was cut off, drilled and reamed to 0.125", reduced to 0.433" and then faced to 3/16" long. A mandrel was made from 1/4" X 1" brass round bar. About 1/2" was reduced to 0.125". The first 3/8" was further reduced to 0.112" and threaded 4-40. The mandrel when held in the chuck with the gear blank in place was not long enough, the gear tooth cutter would hit the chuck. An extension was made from 1/2" aluminum round bar by facing, drilling, and reaming to 1/4". After a drop of Loctite was put into the hole the brass mandrel was pushed in, allowing the air to escape. The photo shows this setup ready for cutting teeth.

The small mandrel was quickly discovered to have a problem, the tailstock in the gear cutting attachment was too close and wide hindering access of the cutter to the workpiece. The tailstock from the lathe was switched and with a drill chuck installed along with a small center worked somewhat. The second issue was that there was such a small hole in the end of the mandrel that the center provided minimal support resulting in a lot of chatter, which caused other things to come loose during the cut. Even with these issues the cutting was forced to completion and the 460th tooth was cut (not counting the two failed gears). The photo below shows all of the gears made with the latest on top. The second photo below shows the thirteen gears laid out on the diagram from above with all gears mated with their partners.


The construction of the frame will be covered in the next installment.